

V tomto krátkém odborném sdělení, bychom Vás rádi seznámili se zjištěními, která se týkají vlivu tření v závitu a pod maticí na výpočet utahovacího momentu a těsnost přírubového spoje.
Při utahování „na sucho“, nebo s nevhodným mazivem nemusí dojít k dostatečnému stlačení těsnění. To může mít za následek netěsnost přírubového spoje.
Pro mazání šroubových spojů je třeba použít mazivo, u kterého jsou výrobcem uvedeny informace o součinitelích tření v závitu (µth) a pod maticí (µb). Tyto hodnoty musí být naměřeny podle normy EN 16047, která popisuje způsob a postup měření tření ve šroubovém spoji. Znalost součinitelů tření (µth) a (µb) nám říká, v jakém poměru je šroubový spoj namáhán z hlediska krutu a tahu.
Hodnota tření uvedená výrobcem na základě jiného způsobu měření, např. čtyřkuličkovým testem* nebo testem Pin-on-Disc **, je pro výpočet utahovacího momentu zavádějící. Skutečná hodnota tření naměřená jinou metodou než podle EN 16047 se může významně lišit.
Na našem specializovaném pracovišti měříme součinitele tření (v závitu i pod maticí) a jejich závislosti ve šroubovém spoji podle normy EN 16047.
Experimentální měření součinitelů tření µth a µb prokázalo, že rozptyl hodnot u suchého, tj. nenamazaného, spojovacího materiálu, je značný. Chyba ve výpočtu utahovacího momentu 𝑀u může být i ±30%.
Ve šroubovém spoji je významný rozdíl mezi vlivem tření v závitu a třením pod maticí. Oba tyto parametry mají vliv na velikost i rozptyl dosaženého předpětí ve šroubu, avšak dopad na jeho namáhání se liší.
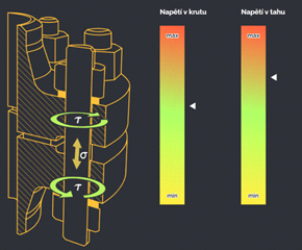
Součinitel tření (µth) ovlivňuje složku krutu a součinitel tření pod hlavou (µb) má vliv na účinnost.
Nelze tedy vycházet z předpokladu, že součinitel tření v závitu µth, součinitel tření pod maticí µb a celkový součinitel µtot jsou si rovny (µth ≠ µb ≠ µtot). Rovněž výsledky z experimentálních měření prokázaly rozptyly u součinitelů tření µth, µb a µtot. Proto nelze použít zjednodušení µth = µb = µtot.
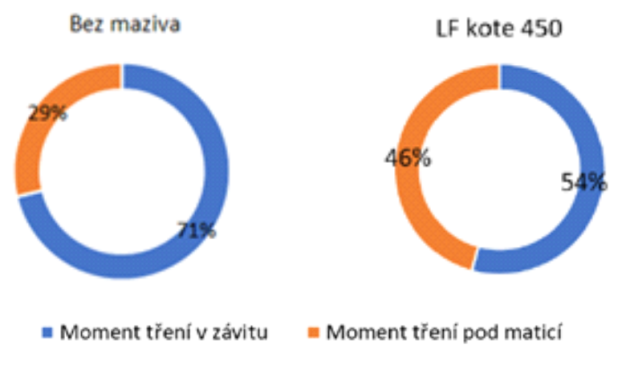
Moment tření v závitu tvoří obecně 2/3 celkového momentu utažení.
Z výše uvedeného vyplývá, že počítá-li se s rovností součinitelů tření, pak výsledný utahovací moment může být nedostačující, nebo naopak přetěžující.
Na základě stovek měření jsme před více než deseti lety vyvinuli mazací systém POWER®torque LF kote 450, který v průběhu utahování zajišťuje požadovaný a neměnný součinitel tření v závitu i pod maticí.
Jedná se o systém tzv. „suchého mazaní“, který je trvale ukotven do povrchu závitu. Odolává extrémnímu tlakovému zatížení, které působí na plochy závitů při utahování. POWER®torque LF kote 450 trvale odděluje materiály šroubu a matice. Díky tomu nedochází k tzv. „zakusování závitů“ a spojovací materiál lze následně povolit.
Jako podporu pro konstruktéry a výpočtáře přírubových spojů poskytujeme výsledky našich měření na stránkách:
Do kalkulátoru je třeba zadat:
- Fo – požadovaná sílu ve šroubu
- velikost šroubu
- materiál šroubu
Výsledkem je utahovací moment 𝑀u a kontrola šroubu z pohledu napětí v tahu σt [MPa], krutu τk [MPa] a redukovaného napětí pro mazivo POWER®torque LF kote 450.
* čtyřkuličkový test: Metoda měření součinitele tření pro oleje a maziva. Hodnotí se odolnost maziva proti zatížení a všeobecný ukazatel otěru. Dělí se na test svaření dle normy ASTM D 2596 a test opotřebení dle normy D 2266.
** Pin-on-Disc : Měření spočívá ve vtlačování pevně uchyceného zkušebního tělíska („PIN“) ve tvaru kuličky ze zvoleného materiálu předem definovanou silou do disku (zkušebního vzorku).
https://www.tesneni.cz/cs/produkt/powertorque-lf-kote-450
https://www.tesneni.cz/cs/clanek/suche-mazani-a-galvanicka-izolace-spojovaciho-materialu-v-jednom


